

西藏专业丝杆升降机定制

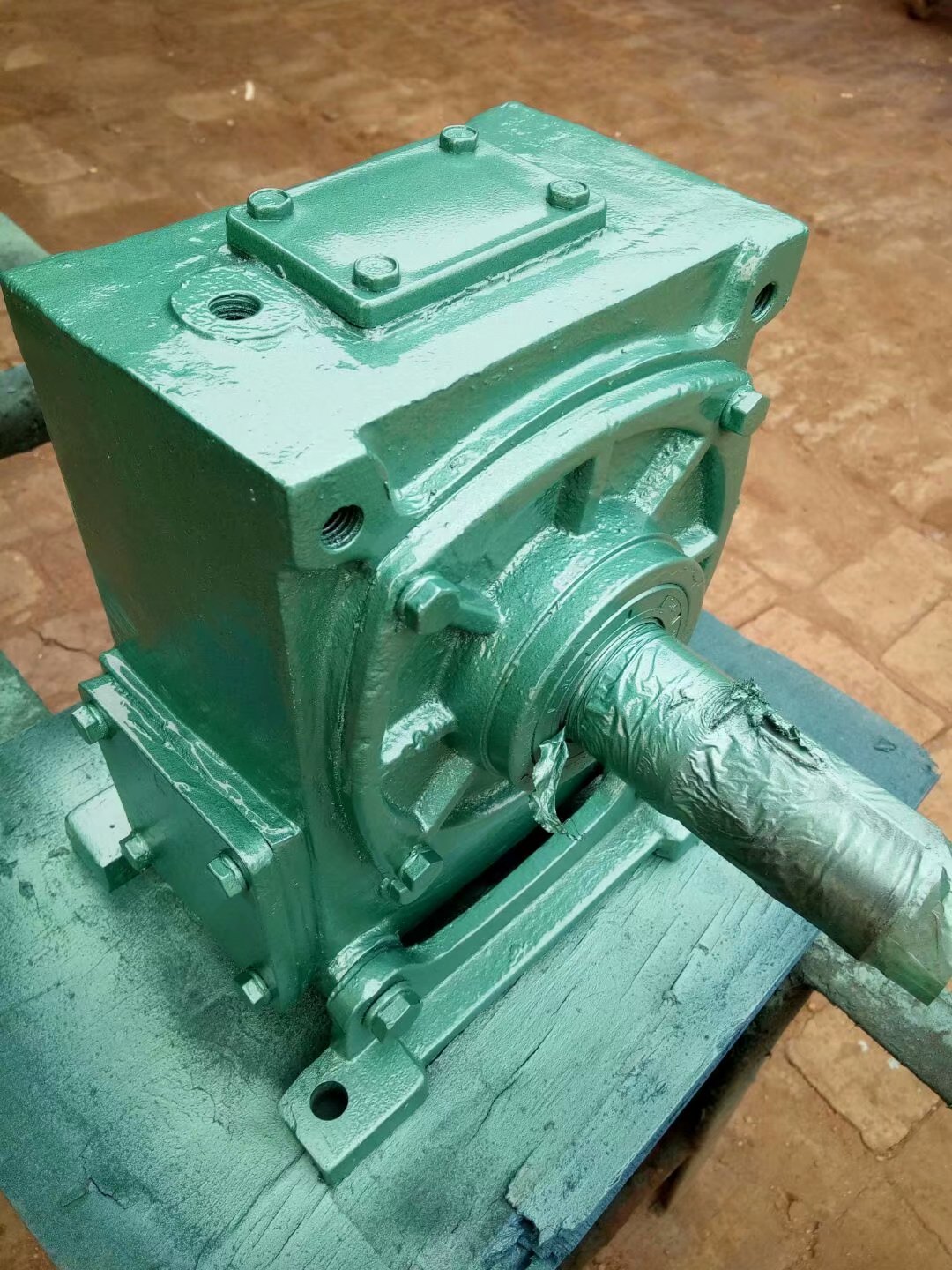
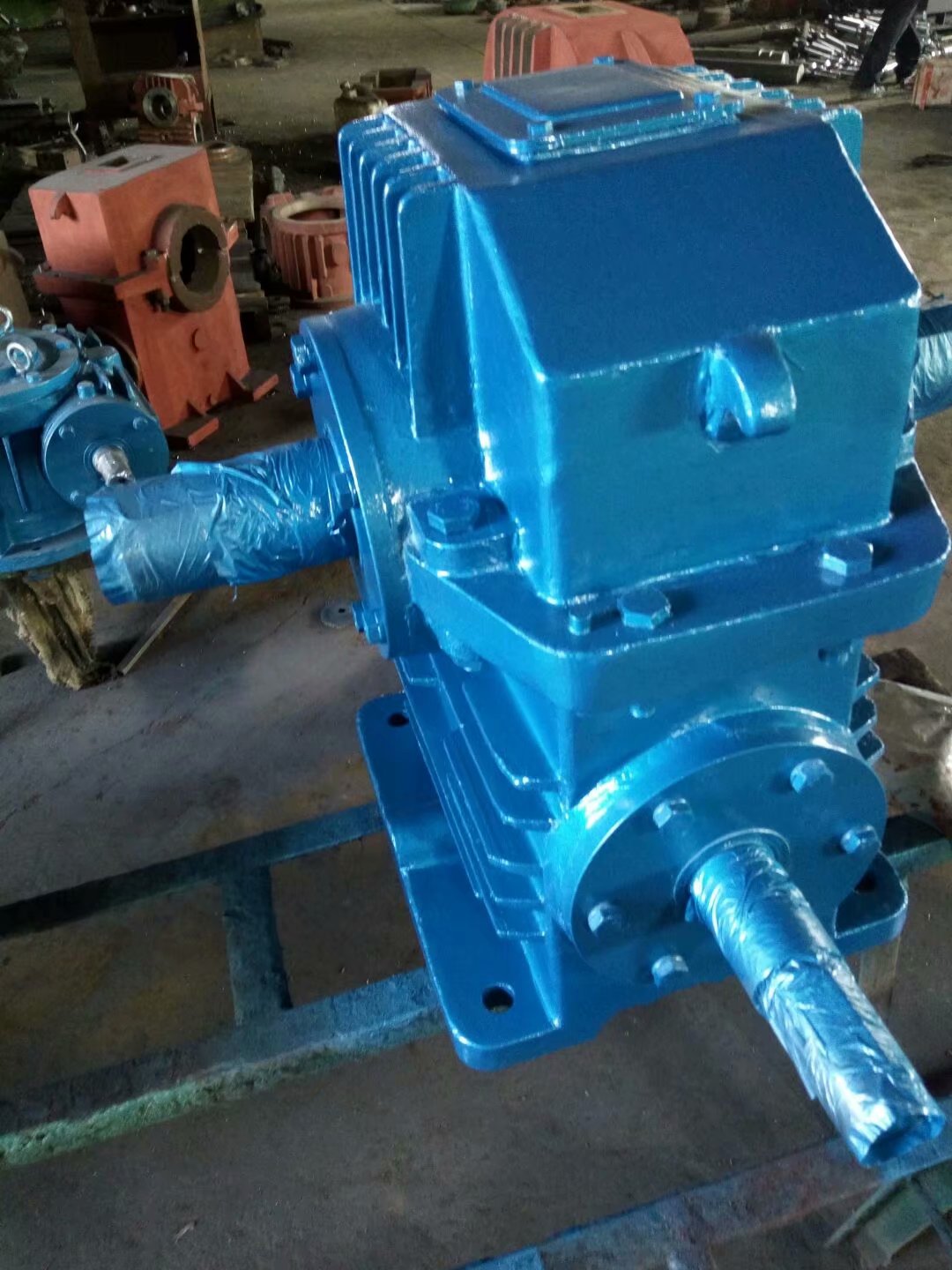
蜗轮磨损。蜗轮一般采用锡青铜,配对的蜗杆材料一般用45钢淬硬至HRC45一55,还常用40C:淬硬HRC50一55,经蜗杆磨床磨削至粗糙度RaO. 8 fcm,减速机正常运行时,蜗杆就象一把淬硬的“锉刀”,不停地锉削蜗轮,使蜗轮产生磨损。一般来说,这种磨损很慢,象某厂有些减速机可以使用10年以上。如果磨损速度较快,就要考虑减速机的选型是否正确,是否有超负荷运行,蜗轮蜗杆的材质,装配质量或使用环境等原因。
传动小斜齿轮磨损。一般发生在立式安装的减速机上,主要跟润滑油的添加量和润滑油的选择有关。立式安装时,很容易造成润滑油油量不足,当减速机停止运转时,电机和减速机间传动齿轮油流失,齿轮得不到应有的润滑保护,启动或运转过程中得不到有效的润滑导致机械磨损甚至损坏。 4蜗杆轴承损坏。减速机发生故障时,即使减速箱密封**,该厂还是经常发现减速机内的齿轮油已经被乳化,轴承已生锈、腐蚀、损坏,这是因为减速机在运停过程中,齿轮油由热变冷后产生的水分凝聚造成;当然,也和轴承质量,装配工艺方法密切相关。

西藏丝杆升降机定制钻井液固相控制技术是保证正常钻井工艺技术实施的关键,已成为直接影响安全、优质、快速钻井和保护油气层的重要因素,是实现现代化钻井的重要手段之一。随着钻井深度和难度的不断增加,钻遇地层日益复杂,一些新型钻井工艺技术的不断涌现,特别是一些特殊地层、特殊工艺井的开采,井下先进仪器的使用、油气层保护与井壁稳定性等对钻井液的固控技术要求越来越高,而我国现有固控设备及在固控系统存在的问题,已经不能很好的满足这些要求。所以在对钻井质量要求日趋提高的现代钻井工程中起着必不可少的作用,对钻井液固控系统的研究目的和意义主要有哪些呢?解决目前钻井液固控系统存在的问题,提高钻井液固控水平:现代钻井液固相控制技术的内容主要包括固控设备和固控工艺两大部分,其中固控设备的性能和质量是固相控制技术的关键。固控设备主要有钻井液振动筛、真空除气器、钻井液除砂器、钻井液除泥器和钻井液离心机等。这些设备根据钻井工程的需要可选配组成钻井液固相控制系统,尽管固相含量可控制5%以下,丝杆升降机定制钻井液的低密度性能也可按需要进行调节,在一定程度上可满足钻井固控要求,西藏丝杆升降机但同时又增加了井队现场维修、保养、使用和工作量消耗,系统的复杂化导致了可靠性能低,因此,研制既能满足越来越高的固控要求,又能简化结构、便与维修的新的固控系统是当前国内外固控设备发展的基本要求。
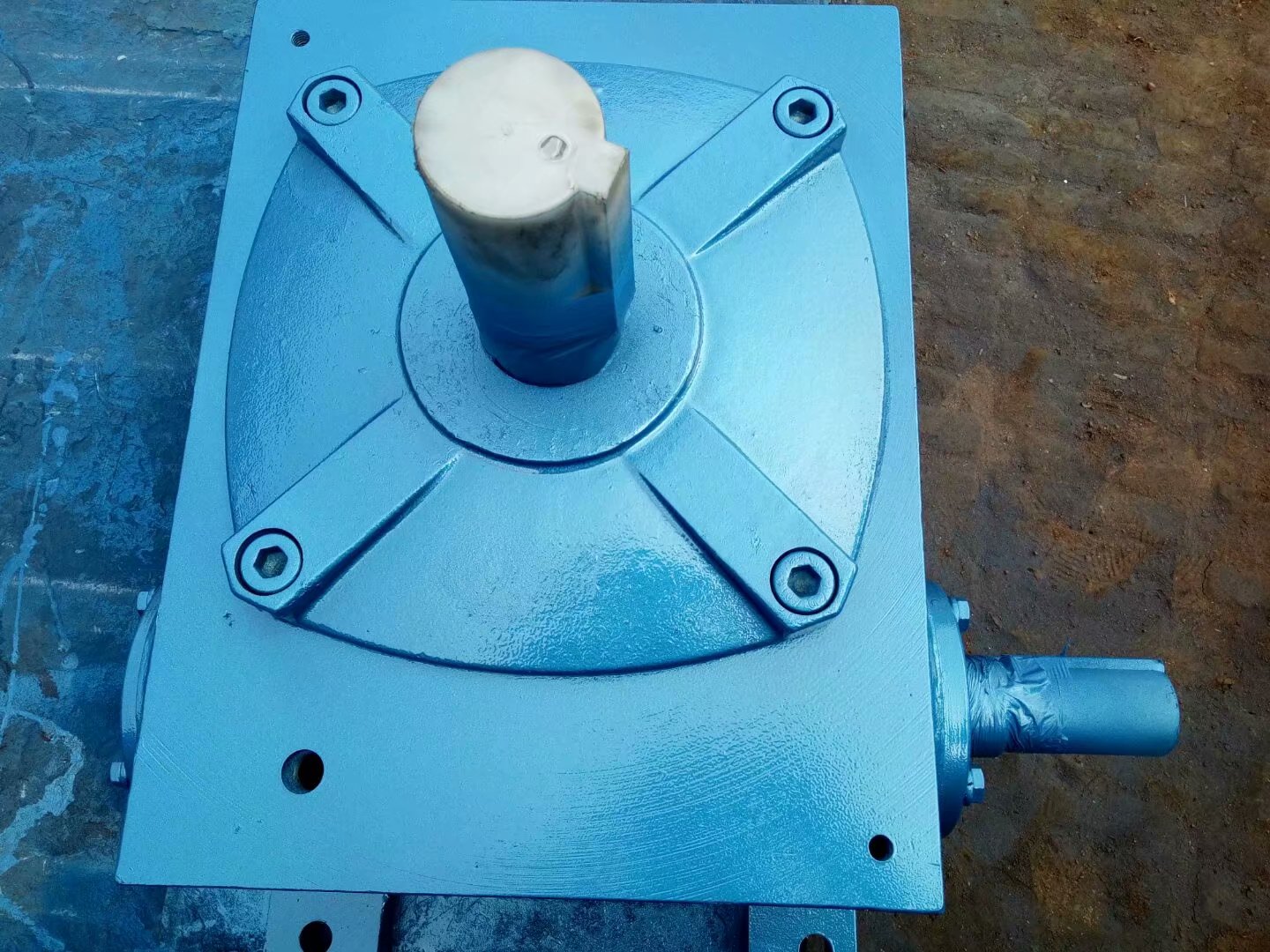
SWL系列蜗轮丝杠升降机是一种基础起重部件,符合J B/T8809—1998(原J B/ZQ4391—86)标准。该产品可广泛用于机械、冶金、建筑、化工、医疗、文化卫生等各个行业。承载能力2.5—120T。具有结构紧凑、体积小、重量轻、动力源广泛、噪音小、安装方便、使用灵活、功能多、配套形式多、可靠性高、使用寿命长等优点。具有提升、降落、推进、翻转等功能,可以单台或组合使用。能按一定程序准确地控制调整提升或推进的高度,可以用电动机或其它动力直接带动,也可以手动。较高输入转速1500r/min,较大提升速度2.7m/min。有不同的结构型式和装配方式,提升高度按用户的要求制造。该装置可以自锁。 型式和标记 一、结构型式: 升降机按结构型式分为: 1型-丝杠同时作旋转运动和轴向移动; 2型-丝杠作旋转运动。丝杠上的螺母作轴向移动。 二、装配型式: 升降机每种结构型式又分为两种装配型式: A型-丝杠向上移动; B型-丝杠向下移动。 三、丝杠头部型式: 1型结构型式的丝杠头部分为: I(圆柱型)、II(法兰型)、III(螺纹型)、IV(扁头型)四种型式。 2型结构型式的丝杠头部分为:I(圆柱型)和III(螺纹型)两种形式。 四、传动比: 升降机分为两种传动比,即普通(P)和慢速(M)。 五、丝杠的防护: 1型升降机丝杠的防护分为:基本型、防旋转型(F)和带防护罩型(Z); 2型升降机丝杠的防护分为:基本型和带防护罩型(Z)。 SWL蜗轮丝杆升降机价格_SWL蜗轮丝杆升降机报价_SWL丝杆蜗杆升降机图片_SWL蜗轮丝杆升降机厂家直销
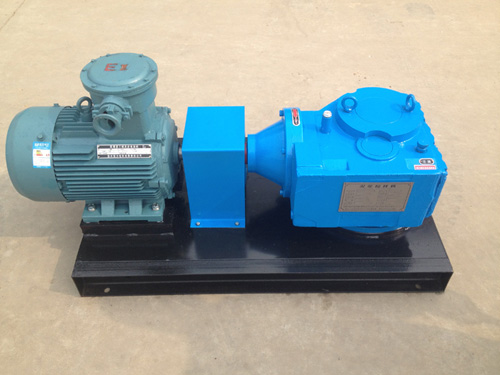
同步性单减速电机通过机械联结同时驱动多台推杆,实现同步升降并绝对同步。驱动系统:直流电机12/24V,单项交流电机,三相交流电机,无需气源/液压源。过丝杆升降机载保护可配备安全离合器防过载,也可配备过载压力传感器防过载。负载高推/拉力可至300吨。
使用者应确保每个在减速机上工作的人员都阅读、理解本操作说明,并在工作中全部加以注意:使用户和第三方免于人身和生命危险。确保减速机的运行安全。避免由于操作错误而造成停工和环境污染。注意以下安全提示:只能在停机和无电压的状态下操作减速机。确保驱动装置不会意外启动,比如关闭钥匙开关。 在接通位置悬挂提示牌,标明正在操作减速机。所有作业必须在"安全第一"的原则下谨慎进行。作业时须注意工作安全和环境保护的相关规定。注意减速电机铭牌上的提示。铭牌不得被颜料和污垢覆盖。更换缺失的铭牌运行期间进行更改时,驱动装置立即停机。通过相应防护装置保护旋转的传动部件,例如联轴器、齿轮或带传动,避免触碰。通过相应防护装置保护在操作中温度超过 +70 °C 的机器和设备部件,避免触碰。在拆卸时安全存放防护装置的紧固件。在调试前重新装上拆卸的防护装置。按照规定收集并处理废油。 使用油结合剂立即清除可能漏出的油。在减速机上不要从事任何焊接工作。 减速机不得作为焊接作业的接地点使用。由专业电工人员根据现行规定和指令进行等电位连接。不要使用高压清洗设备或是锋利的工具清洁减速机。必须注意允许的紧固螺栓的拧紧力矩。必须使用相同强度等级和规格的新螺栓替换报废的螺栓。将减速机安装在设备内的制造商有责任将本操作说明书内的规定、提示和说明一并纳入其操作说明书内。



